

ການຜູກມັດດ້ວຍລວດ
ເອກະສານຂໍ້ມູນພື້ນຖານຄວາມຮູ້
ການຜູກມັດດ້ວຍລວດແມ່ນຫຍັງ?
ການເຊື່ອມສາຍແມ່ນວິທີການທີ່ສາຍໂລຫະອ່ອນທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດນ້ອຍຕິດກັບພື້ນຜິວໂລຫະທີ່ເຂົ້າກັນໄດ້ໂດຍບໍ່ຕ້ອງໃຊ້ສານປະສານ, ຟລັກຊ໌, ແລະໃນບາງກໍລະນີມີການໃຊ້ຄວາມຮ້ອນສູງກວ່າ 150 ອົງສາເຊນຊຽດ. ໂລຫະອ່ອນປະກອບມີຄຳ (Au), ທອງແດງ (Cu), ເງິນ (Ag), ອາລູມິນຽມ (Al) ແລະໂລຫະປະສົມເຊັ່ນ: ພາລາເດຍມ-ເງິນ (PdAg) ແລະອື່ນໆ.
ເຂົ້າໃຈເຕັກນິກ ແລະ ຂະບວນການຜູກມັດລວດ ສຳລັບການນຳໃຊ້ປະກອບເອເລັກໂຕຣນິກຈຸນລະພາກ.
ເຕັກນິກ/ຂະບວນການຜູກມັດແບບລິ້ມ: ຣິບບອນ, ລູກບານຄວາມຮ້ອນ ແລະ ພັນທະບັດແບບລິ້ມດ້ວຍຄື້ນຄວາມຖີ່ສູງ
ການເຊື່ອມສາຍໄຟແມ່ນວິທີການເຊື່ອມຕໍ່ລະຫວ່າງວົງຈອນລວມ (IC) ຫຼືອຸປະກອນເຄິ່ງຕົວນຳທີ່ຄ້າຍຄືກັນ ແລະຊຸດ ຫຼືໂຄງສາຍໄຟໃນລະຫວ່າງການຜະລິດ. ມັນຍັງຖືກນຳໃຊ້ທົ່ວໄປໃນປະຈຸບັນເພື່ອສະໜອງການເຊື່ອມຕໍ່ທາງໄຟຟ້າໃນການປະກອບຊຸດແບັດເຕີຣີລິທຽມໄອອອນ. ການເຊື່ອມສາຍໄຟໂດຍທົ່ວໄປຖືວ່າເປັນເຕັກໂນໂລຊີການເຊື່ອມຕໍ່ຈຸນລະພາກເອເລັກໂຕຣນິກທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍ ແລະ ມີຄວາມຍືດຫຍຸ່ນທີ່ສຸດ, ແລະຖືກນຳໃຊ້ໃນຊຸດເຄິ່ງຕົວນຳສ່ວນໃຫຍ່ທີ່ຜະລິດໃນປະຈຸບັນ. ມີເຕັກນິກການເຊື່ອມສາຍໄຟຫຼາຍຢ່າງ, ປະກອບມີ: ການເຊື່ອມສາຍໄຟດ້ວຍການບີບອັດດ້ວຍຄວາມຮ້ອນ:
ການຜູກມັດລວດດ້ວຍການບີບອັດດ້ວຍຄວາມຮ້ອນ (ການລວມເຂົ້າກັບພື້ນຜິວທີ່ມີແນວໂນ້ມທີ່ຈະເປັນ (ໂດຍປົກກະຕິແມ່ນ Au) ຮ່ວມກັນພາຍໃຕ້ແຮງໜີບທີ່ມີອຸນຫະພູມອິນເຕີເຟດສູງ, ໂດຍປົກກະຕິແລ້ວສູງກວ່າ 300°C, ເພື່ອຜະລິດຮອຍເຊື່ອມ), ໄດ້ຖືກພັດທະນາໃນເບື້ອງຕົ້ນໃນຊຸມປີ 1950 ສຳລັບການເຊື່ອມຕໍ່ຈຸລະພາກເອເລັກໂຕຣນິກ, ແນວໃດກໍ່ຕາມສິ່ງນີ້ໄດ້ຖືກທົດແທນຢ່າງໄວວາໂດຍການຜູກມັດດ້ວຍຄື້ນສຽງຄວາມຖີ່ສູງ ແລະ ຄື້ນສຽງຄວາມຖີ່ສູງໃນຊຸມປີ 60 ເປັນເທັກໂນໂລຢີການເຊື່ອມຕໍ່ທີ່ໂດດເດັ່ນ. ການຜູກມັດດ້ວຍການບີບອັດດ້ວຍຄວາມຮ້ອນຍັງຖືກນຳໃຊ້ສຳລັບການນຳໃຊ້ແບບພິເສດໃນປະຈຸບັນ, ແຕ່ໂດຍທົ່ວໄປແລ້ວຜູ້ຜະລິດຫຼີກລ່ຽງໄດ້ເນື່ອງຈາກອຸນຫະພູມອິນເຕີເຟດສູງ (ມັກຈະເປັນອັນຕະລາຍ) ທີ່ຈຳເປັນເພື່ອເຮັດໃຫ້ການຜູກມັດປະສົບຜົນສຳເລັດ. ການຜູກມັດລວດຄວາມຖີ່ສູງດ້ວຍຄື້ນສຽງຄວາມຖີ່ສູງ:
ໃນຊຸມປີ 1960, ການເຊື່ອມສາຍແບບລິ່ມດ້ວຍຄື້ນສຽງ ultrasonic ໄດ້ກາຍເປັນວິທີການເຊື່ອມຕໍ່ທີ່ໂດດເດັ່ນ. ການນຳໃຊ້ການສັ່ນສະເທືອນຄວາມຖີ່ສູງ (ຜ່ານຕົວປ່ຽນສັນຍານສະທ້ອນ) ກັບເຄື່ອງມືເຊື່ອມດ້ວຍແຮງໜີບພ້ອມໆກັນ, ຊ່ວຍໃຫ້ສາຍອາລູມິນຽມ ແລະ ຄຳ ສາມາດເຊື່ອມໄດ້ທີ່ອຸນຫະພູມຫ້ອງ. ການສັ່ນສະເທືອນດ້ວຍຄື້ນສຽງ ultrasonic ນີ້ຊ່ວຍໃນການກຳຈັດສິ່ງປົນເປື້ອນ (ອົກໄຊ, ສິ່ງສົກກະປົກ, ແລະອື່ນໆ) ອອກຈາກໜ້າຜິວເຊື່ອມໃນຕອນເລີ່ມຕົ້ນຂອງວົງຈອນເຊື່ອມ, ແລະໃນການສົ່ງເສີມການເຕີບໂຕຂອງໂລຫະເພື່ອພັດທະນາ ແລະ ເສີມສ້າງການເຊື່ອມຕື່ມອີກ. ຄວາມຖີ່ປົກກະຕິສຳລັບການເຊື່ອມແມ່ນ 60 – 120 KHz. ເຕັກນິກລິ່ມດ້ວຍຄື້ນສຽງ ultrasonic ມີສອງເຕັກໂນໂລຊີຂະບວນການຫຼັກຄື: ການເຊື່ອມສາຍຂະໜາດໃຫຍ່ (ໜັກ) ສຳລັບສາຍເສັ້ນຜ່າສູນກາງ >100µm ການເຊື່ອມສາຍຂະໜາດນ້ອຍ (ນ້ອຍ) ສຳລັບສາຍເສັ້ນຜ່າສູນກາງ <75µm ຕົວຢ່າງຂອງວົງຈອນເຊື່ອມດ້ວຍຄື້ນສຽງ ultrasonic ທົ່ວໄປສາມາດພົບໄດ້ທີ່ນີ້ສຳລັບສາຍຂະໜາດນ້ອຍ ແລະ ທີ່ນີ້ສຳລັບສາຍຂະໜາດໃຫຍ່. ການເຊື່ອມສາຍແບບລິ່ມດ້ວຍຄື້ນສຽງ ultrasonic ໃຊ້ເຄື່ອງມືເຊື່ອມສະເພາະ ຫຼື "ລິ່ມ", ໂດຍປົກກະຕິແລ້ວຈະສ້າງຈາກ Tungsten Carbide (ສຳລັບສາຍອາລູມິນຽມ) ຫຼື Titanium Carbide (ສຳລັບສາຍຄຳ) ຂຶ້ນກັບຄວາມຕ້ອງການຂອງຂະບວນການ ແລະ ເສັ້ນຜ່າສູນກາງຂອງສາຍ; ລິ່ມປາຍເຊລາມິກສຳລັບການນຳໃຊ້ທີ່ແຕກຕ່າງກັນກໍ່ມີໃຫ້ເຊັ່ນກັນ. ການເຊື່ອມສາຍແບບ Thermosonic:
ບ່ອນທີ່ຕ້ອງການຄວາມຮ້ອນເພີ່ມເຕີມ (ໂດຍປົກກະຕິສຳລັບສາຍທອງ, ມີການເຊື່ອມຕໍ່ໃນຊ່ວງ 100 – 250°C), ຂະບວນການນີ້ເອີ້ນວ່າການເຊື່ອມຕໍ່ສາຍ Thermosonic. ນີ້ມີຂໍ້ໄດ້ປຽບຫຼາຍກວ່າລະບົບການບີບອັດດ້ວຍຄວາມຮ້ອນແບບດັ້ງເດີມ, ຍ້ອນວ່າຕ້ອງການອຸນຫະພູມການເຊື່ອມຕໍ່ທີ່ຕ່ຳກວ່າຫຼາຍ (ການເຊື່ອມຕໍ່ Au ທີ່ອຸນຫະພູມຫ້ອງໄດ້ຖືກກ່າວເຖິງແລ້ວ ແຕ່ໃນທາງປະຕິບັດມັນບໍ່ໜ້າເຊື່ອຖືໄດ້ໂດຍບໍ່ມີຄວາມຮ້ອນເພີ່ມເຕີມ). ການເຊື່ອມຕໍ່ກັບລູກບານ Thermosonic:
ຮູບແບບອື່ນຂອງການຜູກມັດສາຍ Thermosonic ແມ່ນ Ball Bonding (ເບິ່ງວົງຈອນການຜູກມັດລູກບານຢູ່ທີ່ນີ້). ວິທີການນີ້ໃຊ້ເຄື່ອງມືການຜູກມັດ capillary ceramic ຫຼາຍກວ່າການອອກແບບ wedge ແບບດັ້ງເດີມເພື່ອລວມເອົາຄຸນນະພາບທີ່ດີທີ່ສຸດໃນທັງການບີບອັດຄວາມຮ້ອນ ແລະ ການຜູກມັດ ultrasonic ໂດຍບໍ່ມີຂໍ້ເສຍ. ການສັ່ນສະເທືອນ Thermosonic ຮັບປະກັນວ່າອຸນຫະພູມຂອງອິນເຕີເຟດຍັງຄົງຕໍ່າ, ໃນຂະນະທີ່ການເຊື່ອມຕໍ່ຄັ້ງທຳອິດ, ການຜູກມັດລູກບານທີ່ຖືກບີບອັດດ້ວຍຄວາມຮ້ອນຊ່ວຍໃຫ້ສາຍ ແລະ ການຜູກມັດທີສອງຖືກວາງໄວ້ໃນທິດທາງໃດກໍໄດ້, ບໍ່ສອດຄ່ອງກັບການຜູກມັດທຳອິດ, ເຊິ່ງເປັນຂໍ້ຈຳກັດໃນການຜູກມັດສາຍ Ultrasonic. ສຳລັບການຜະລິດແບບອັດຕະໂນມັດ ແລະ ປະລິມານສູງ, ຕົວຜູກມັດລູກບານແມ່ນໄວກວ່າຕົວຜູກມັດ Ultrasonic / Thermosonic (Wedge) ຢ່າງຫຼວງຫຼາຍ, ເຮັດໃຫ້ການຜູກມັດລູກບານ Thermosonic ເປັນເທັກໂນໂລຢີການເຊື່ອມຕໍ່ທີ່ໂດດເດັ່ນໃນຈຸລະພາກເອເລັກໂຕຣນິກໃນໄລຍະ 50+ ປີທີ່ຜ່ານມາ. ການຜູກມັດ Ribbon:
ການຜູກມັດແບບຣິບບອນ, ໂດຍນຳໃຊ້ເທບໂລຫະແບນ, ໄດ້ມີອິດທິພົນຫຼາຍໃນເອເລັກໂຕຣນິກ RF ແລະ ໄມໂຄເວຟເປັນເວລາຫຼາຍທົດສະວັດ (ຣິບບອນໃຫ້ການປັບປຸງທີ່ສຳຄັນໃນການສູນເສຍສັນຍານ [ຜົນກະທົບຂອງຜິວໜັງ] ເມື່ອທຽບກັບສາຍກົມແບບດັ້ງເດີມ). ຣິບບອນຄຳຂະໜາດນ້ອຍ, ໂດຍປົກກະຕິແລ້ວມີຄວາມກວ້າງເຖິງ 75µm ແລະ ໜາ 25µm, ຖືກຜູກມັດຜ່ານຂະບວນການ Thermosonic ດ້ວຍເຄື່ອງມືຜູກມັດແບບລີ່ມໜ້າແບນຂະໜາດໃຫຍ່. ຣິບບອນອາລູມິນຽມທີ່ມີຄວາມກວ້າງເຖິງ 2,000µm ແລະ ໜາ 250µm ຍັງສາມາດຜູກມັດດ້ວຍຂະບວນການລີ່ມ Ultrasonic ໄດ້, ຍ້ອນວ່າຄວາມຕ້ອງການສຳລັບການເຊື່ອມຕໍ່ລະຫວ່າງວົງຕ່ຳ ແລະ ຄວາມໜາແໜ້ນສູງໄດ້ເພີ່ມຂຶ້ນ.
ສາຍເຊື່ອມທອງແມ່ນຫຍັງ?
ການເຊື່ອມສາຍທອງຄຳແມ່ນຂະບວນການທີ່ສາຍທອງຄຳຖືກຕິດກັບສອງຈຸດໃນການປະກອບເພື່ອສ້າງການເຊື່ອມຕໍ່ ຫຼື ເສັ້ນທາງນຳໄຟຟ້າ. ຄວາມຮ້ອນ, ຄື້ນຄວາມຖີ່ສູງ, ແລະ ແຮງທັງໝົດແມ່ນໃຊ້ເພື່ອສ້າງຈຸດຕິດສຳລັບສາຍທອງຄຳ. ຂະບວນການສ້າງຈຸດຕິດເລີ່ມຕົ້ນດ້ວຍການສ້າງລູກບານທອງຄຳຢູ່ປາຍເຄື່ອງມືເຊື່ອມສາຍ, ເຊິ່ງເອີ້ນວ່າ capillary. ລູກບານນີ້ຖືກກົດໃສ່ໜ້າຜິວການປະກອບທີ່ມີຄວາມຮ້ອນ ໃນຂະນະທີ່ໃຊ້ທັງປະລິມານແຮງສະເພາະການນຳໃຊ້ ແລະ ຄວາມຖີ່ 60kHz - 152kHz ຂອງການເຄື່ອນໄຫວດ້ວຍຄື້ນຄວາມຖີ່ສູງດ້ວຍເຄື່ອງມື. ເມື່ອການເຊື່ອມສາຍທຳອິດໄດ້ຖືກສ້າງຂຶ້ນແລ້ວ, ສາຍຈະຖືກຄວບຄຸມຢ່າງເຂັ້ມງວດເພື່ອສ້າງຮູບຮ່າງວົງແຫວນທີ່ເໝາະສົມສຳລັບຮູບຮ່າງຂອງການປະກອບ. ການເຊື່ອມສາຍທີສອງ, ເຊິ່ງມັກຈະເອີ້ນວ່າ stitch, ຫຼັງຈາກນັ້ນກໍ່ຖືກສ້າງຂຶ້ນເທິງໜ້າຜິວອື່ນໂດຍການກົດລົງດ້ວຍສາຍ ແລະ ໃຊ້ clamp ເພື່ອຈີກສາຍທີ່ການເຊື່ອມ.
ການເຊື່ອມສາຍທອງສະເໜີວິທີການເຊື່ອມຕໍ່ພາຍໃນການຫຸ້ມຫໍ່ທີ່ນຳໄຟຟ້າໄດ້ສູງ, ເກືອບຈະໃຫຍ່ກວ່າສາຍບາງຊະນິດ. ນອກຈາກນັ້ນ, ສາຍທອງຍັງມີຄວາມທົນທານຕໍ່ການຜຸພັງສູງເມື່ອທຽບກັບວັດສະດຸສາຍອື່ນໆ ແລະ ອ່ອນກວ່າສາຍສ່ວນໃຫຍ່, ເຊິ່ງຈຳເປັນສຳລັບພື້ນຜິວທີ່ລະອຽດອ່ອນ.
ຂະບວນການດັ່ງກ່າວຍັງສາມາດແຕກຕ່າງກັນໄປຕາມຄວາມຕ້ອງການຂອງການປະກອບ. ດ້ວຍວັດສະດຸທີ່ມີຄວາມອ່ອນໄຫວ, ລູກບານຄຳສາມາດວາງໄວ້ເທິງພື້ນທີ່ເຊື່ອມຕໍ່ທີສອງເພື່ອສ້າງທັງການຜູກມັດທີ່ແຂງແຮງກວ່າ ແລະ ການຜູກມັດທີ່ "ອ່ອນນຸ້ມກວ່າ" ເພື່ອປ້ອງກັນຄວາມເສຍຫາຍຕໍ່ພື້ນຜິວຂອງອົງປະກອບ. ດ້ວຍພື້ນທີ່ແຄບ, ລູກບານດຽວສາມາດໃຊ້ເປັນຈຸດເລີ່ມຕົ້ນສຳລັບສອງການຜູກມັດ, ປະກອບເປັນການຜູກມັດຮູບຊົງ "V". ເມື່ອການຜູກມັດລວດຕ້ອງແຂງແຮງກວ່າ, ລູກບານສາມາດວາງໄວ້ເທິງຮອຍຕໍ່ເພື່ອສ້າງການຜູກມັດຄວາມປອດໄພ, ເພີ່ມຄວາມໝັ້ນຄົງ ແລະ ຄວາມແຂງແຮງຂອງລວດ. ການນຳໃຊ້ ແລະ ການປ່ຽນແປງທີ່ແຕກຕ່າງກັນຫຼາຍຢ່າງຕໍ່ການຜູກມັດລວດແມ່ນເກືອບບໍ່ມີຂອບເຂດ ແລະ ສາມາດບັນລຸໄດ້ໂດຍຜ່ານການນຳໃຊ້ຊອບແວອັດຕະໂນມັດໃນລະບົບການຜູກມັດລວດຂອງ Palomar.
ການພັດທະນາການເຊື່ອມຕໍ່ສາຍໄຟ:
ການຜູກມັດສາຍໄຟໄດ້ຖືກຄົ້ນພົບໃນປະເທດເຢຍລະມັນໃນຊຸມປີ 1950 ຜ່ານການສັງເກດການທົດລອງໂດຍບັງເອີນ ແລະ ຕໍ່ມາໄດ້ຖືກພັດທະນາໄປສູ່ຂະບວນການທີ່ມີການຄວບຄຸມສູງ. ໃນປະຈຸບັນນີ້ມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງສໍາລັບການເຊື່ອມຕໍ່ທາງໄຟຟ້າລະຫວ່າງຊິບເຄິ່ງຕົວນໍາກັບສາຍໄຟຫຸ້ມຫໍ່, ຫົວໄດຣຟ໌ດິດໄປຫາເຄື່ອງຂະຫຍາຍສຽງລ່ວງໜ້າ, ແລະ ຄໍາຮ້ອງສະຫມັກອື່ນໆອີກຫຼາຍຢ່າງທີ່ຊ່ວຍໃຫ້ສິ່ງຂອງປະຈໍາວັນມີຂະໜາດນ້ອຍລົງ, "ສະຫຼາດຂຶ້ນ", ແລະ ມີປະສິດທິພາບຫຼາຍຂຶ້ນ.
ການນຳໃຊ້ສາຍພັນ
ການເພີ່ມຂະໜາດນ້ອຍຂອງອຸປະກອນເອເລັກໂຕຣນິກໄດ້ສົ່ງຜົນໃຫ້
ໃນການເຊື່ອມຕໍ່ສາຍໄຟກາຍເປັນສ່ວນປະກອບທີ່ສຳຄັນຂອງ
ປະກອບເອເລັກໂຕຣນິກ.
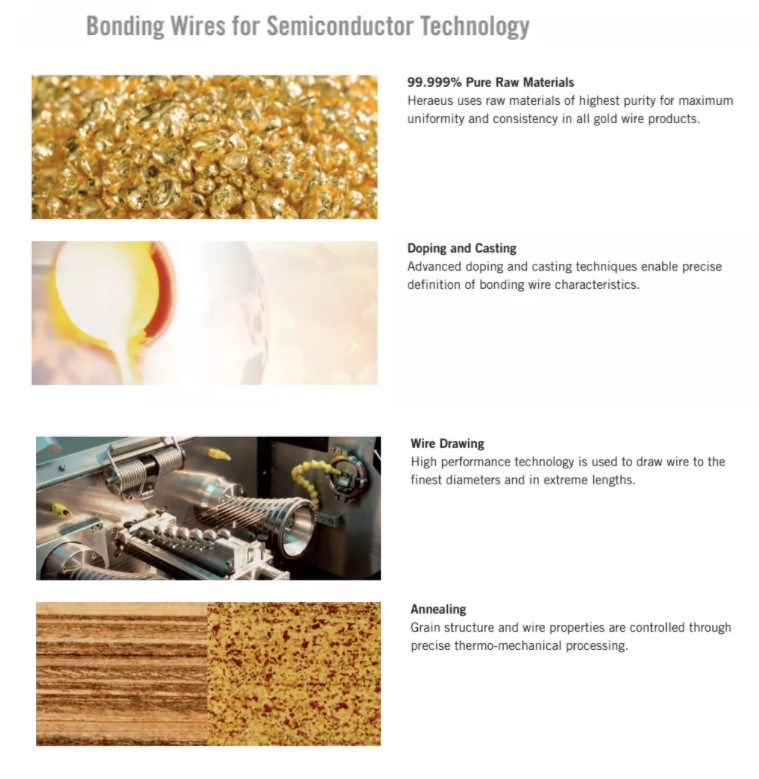
ສຳລັບຈຸດປະສົງນີ້, ສາຍເຊື່ອມຕໍ່ທີ່ລະອຽດ ແລະ ລະອຽດອ່ອນຂອງ
ຄຳ, ອາລູມິນຽມ, ທອງແດງ ແລະ ພາລາເດຍມ ຖືກນໍາໃຊ້. ສູງສຸດ
ມີການຮຽກຮ້ອງຕ້ອງການຄຸນນະພາບຂອງພວກມັນ, ໂດຍສະເພາະກ່ຽວກັບ
ເຖິງຄວາມເປັນເອກະພາບຂອງຄຸນສົມບັດຂອງສາຍ.
ອີງຕາມສ່ວນປະກອບທາງເຄມີຂອງມັນ ແລະ ສະເພາະຂອງມັນ
ຄຸນສົມບັດ, ສາຍເຊື່ອມຖືກປັບຕົວເຂົ້າກັບການເຊື່ອມຕໍ່
ເຕັກນິກທີ່ເລືອກ ແລະ ເຄື່ອງຜູກມັດອັດຕະໂນມັດເປັນ
ເຊັ່ນດຽວກັນກັບສິ່ງທ້າທາຍຕ່າງໆໃນເຕັກໂນໂລຊີການປະກອບ.
Heraeus Electronics ສະເໜີຜະລິດຕະພັນທີ່ຫຼາກຫຼາຍ
ສຳລັບການນຳໃຊ້ຕ່າງໆຂອງ
ອຸດສາຫະກຳຍານຍົນ
ໂທລະຄົມມະນາຄົມ
ຜູ້ຜະລິດອຸປະກອນເຄິ່ງຕົວນຳ
ອຸດສາຫະກຳສິນຄ້າອຸປະໂພກບໍລິໂພກ
ກຸ່ມຜະລິດຕະພັນສາຍພັນ Heraeus ແມ່ນ:
ສາຍເຊື່ອມຕໍ່ສຳລັບການນຳໃຊ້ໃນພາດສະຕິກທີ່ເຕັມໄປດ້ວຍ
ອົງປະກອບເອເລັກໂຕຣນິກ
ສາຍເຊື່ອມຕໍ່ອາລູມິນຽມ ແລະ ໂລຫະປະສົມອາລູມິນຽມ ສຳລັບ
ແອັບພລິເຄຊັນທີ່ຕ້ອງການອຸນຫະພູມການປະມວນຜົນຕໍ່າ
ສາຍເຊື່ອມທອງແດງເປັນດ້ານວິຊາການ ແລະ
ທາງເລືອກທີ່ປະຫຍັດກວ່າສາຍທອງ
ແຖບຕິດໂລຫະທີ່ມີຄ່າ ແລະ ບໍ່ມີຄ່າສຳລັບໂລຫະທີ່ມີຄ່າ
ການເຊື່ອມຕໍ່ໄຟຟ້າທີ່ມີພື້ນທີ່ຕິດຕໍ່ຂະໜາດໃຫຍ່.

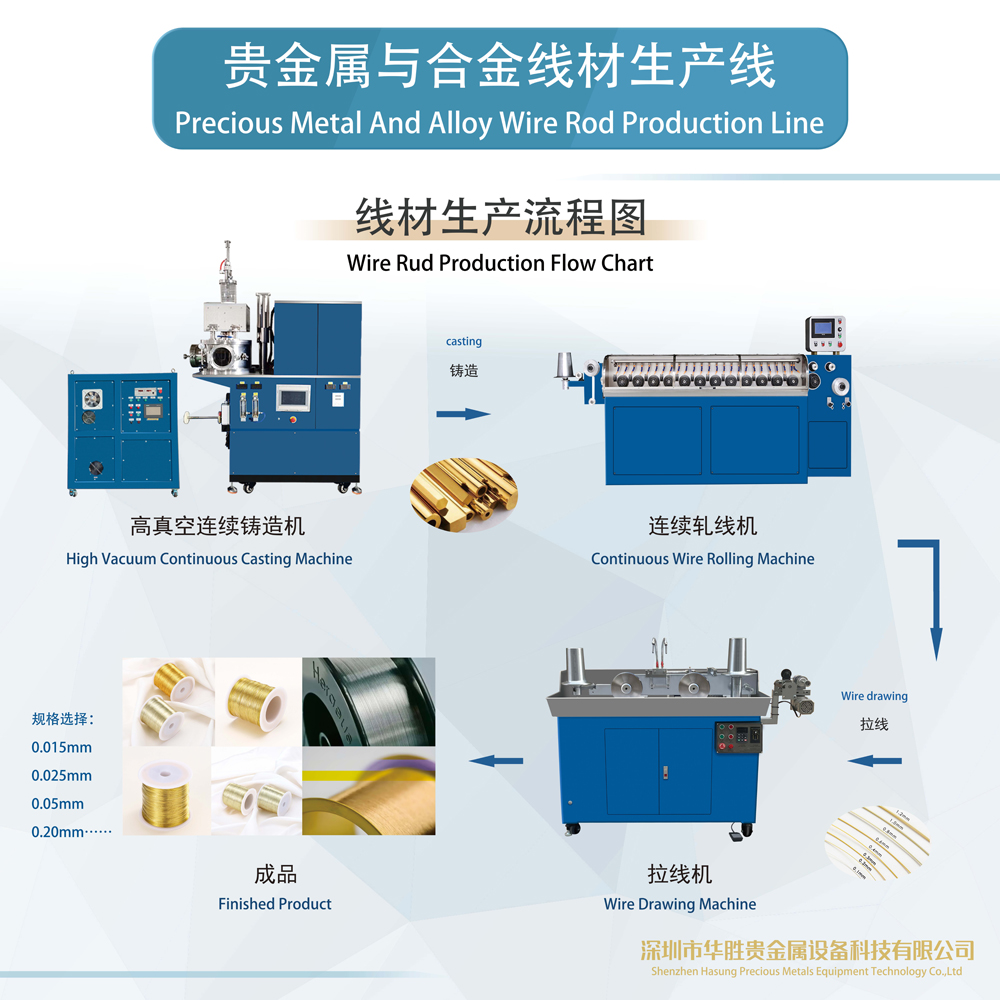
ສາຍການຜະລິດສາຍໄຟຜູກມັດ
ເວລາໂພສ: 22 ກໍລະກົດ 2022









